Originally formed in the brake or press brake today roll forming machines are used to form the pocket on one piece and the flange on the other piece.
Snap lock pittsburgh lock sheet metal fitting.
7 snap lock technology galvanized pipe round and oval 14 pipe 16 pipe 18 pipe 20 pipe 24 pipe 12 pipe 10 pipe 9 pipe length gauge item 2 24 140209.
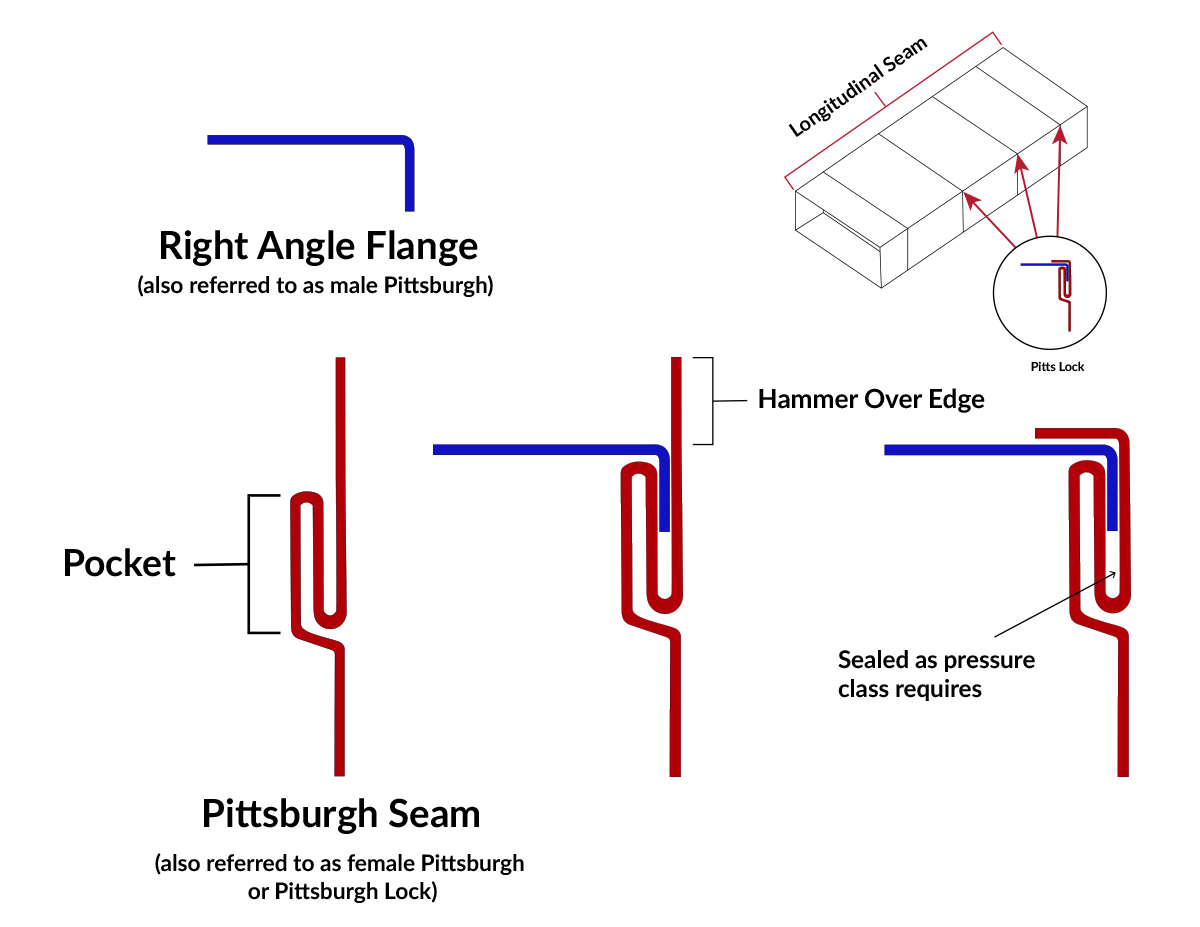
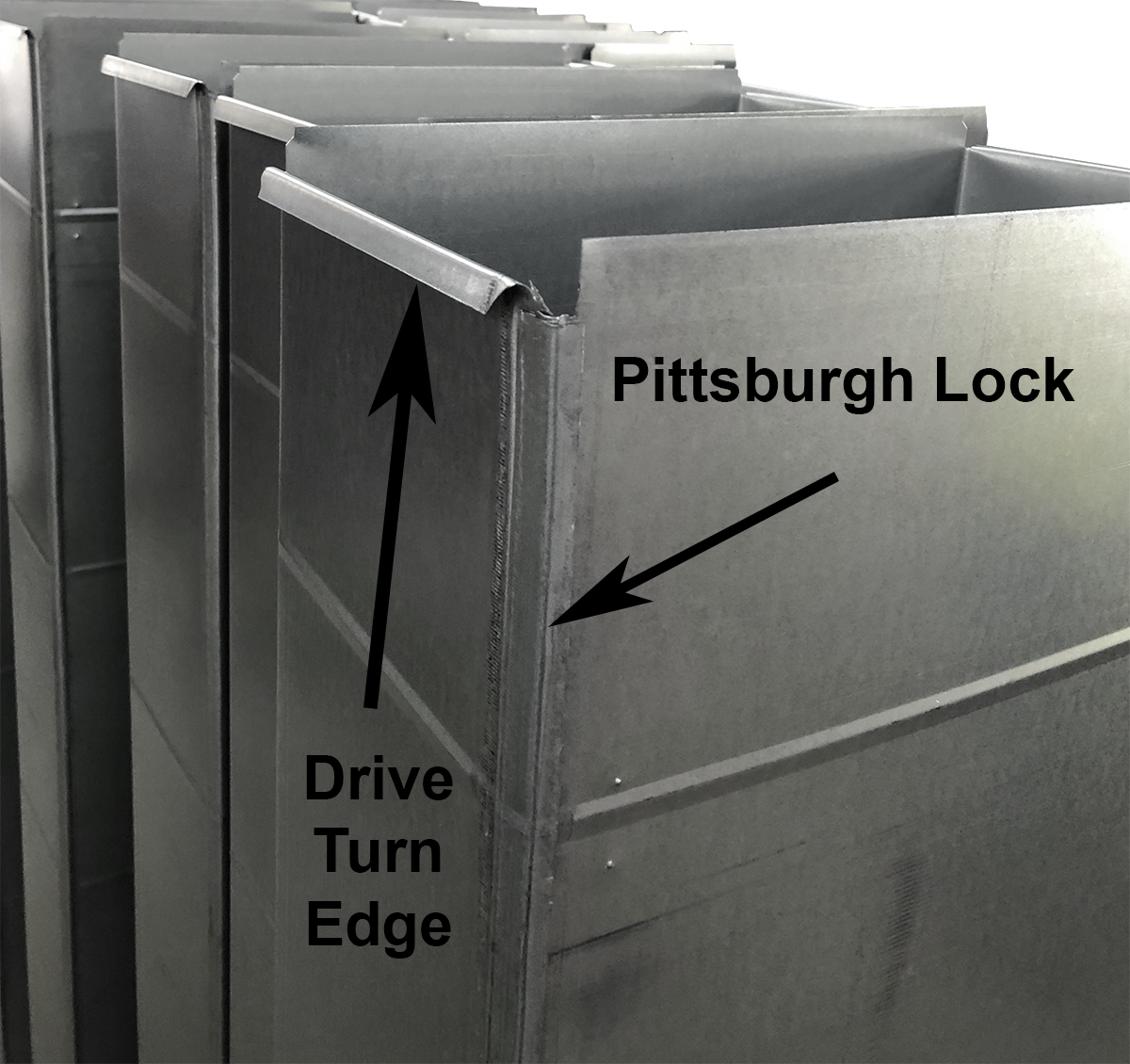
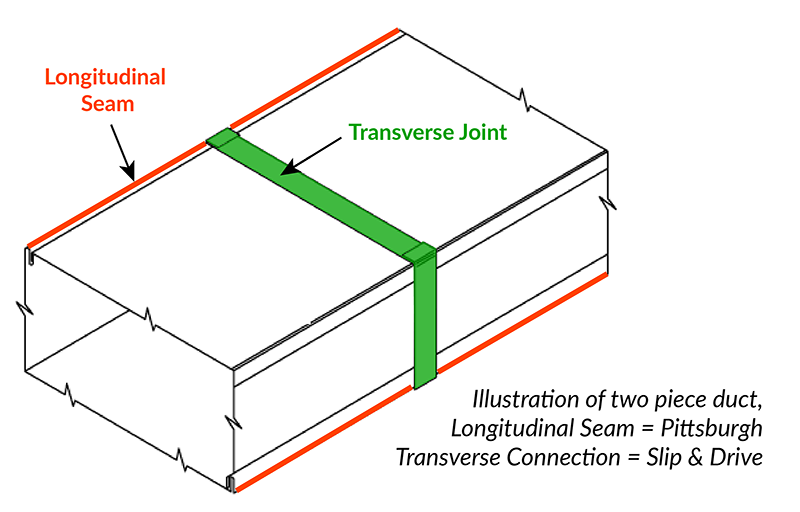
When it comes to rectangular duct the pittsburgh lock is considered the longitudinal seam in commercial ductwork.
You put the flange on the same way as the pittsburg cept you need a longer flange.
Pittsburgh lock drive cleat and acme double seam are made on a machine with at least 5 sets of roller dies.
Puts the flange and dimple in at the same time.
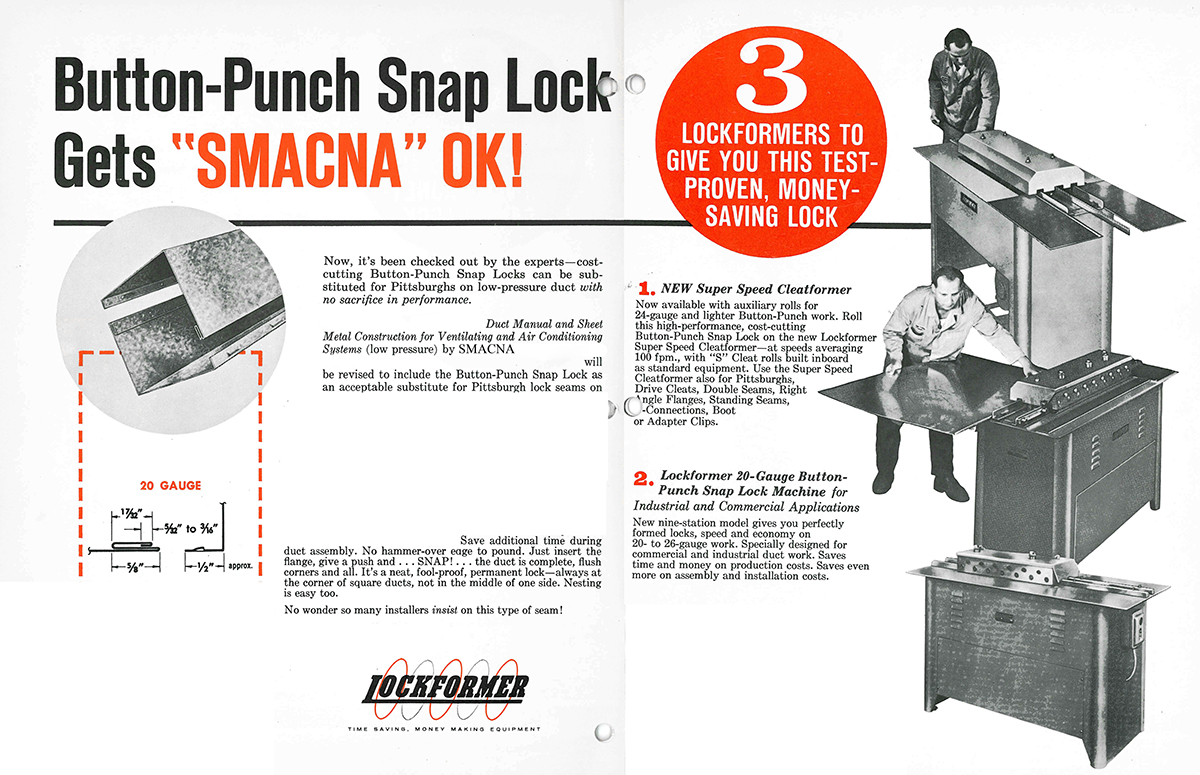
The button punch snap lock is used in the same way as the pittsburgh lock for joining comer sections of sheet metal.
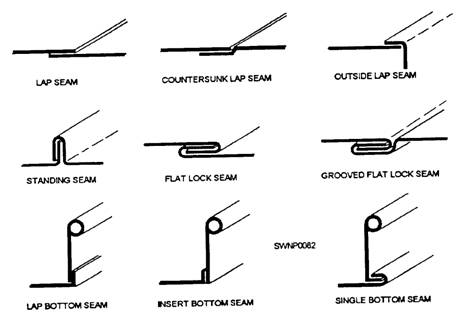
The common type of longitudinal seam is the pittsburgh lock seam.
After one piece is inserted in the pocket the tail in hammered over to close the lock.
2 69 is a comer lock seam.
A radius elbow consists of 2 cheeks these are the sides of the fitting and it s on the top part of this cheek that the right angle flange is turned at a 90º angle.
It s then hammered into the female seam of the pitts which is run on both longitudinal sides of the heel to complete the pitts lock on a radius elbow.
The male seam is a button the female seam is a lock and the two snap together for a flush corner.
To form elbows use a manual or powered right angle flanger and slip rolls.
Two piece duct showing the 5 16 pocket of the female pittsburgh and the 7 32 right angle flange of the male pittsburgh.
The pittsburgh lock seam fig.
This seam is used as a lengthwise seam at comers of square and rectangular pipes and elbows as well as fittings and ducts.
Even for radius fittings.
Machines used in high volume applications to form metal by running material through rollsets which progressively change the shape or profile.
Snap lock button lock is for sure the best way to go.
Commonly used in the hvac industry roofing industry etc.
If you need to feed lots of metal to a rollformer consider using an uncoiler.
Figure 2 69 shows a cross section of the two pieces of metal to be joined and a cross section of the finished seam.
Its big advantage is that no additional hammer over operation is required with a direct result of less labor cost in assembly.
Provide custom shapes and industry standard shapes such as pittsburgh snap lock button lock standing seam etc.